tinggalkan pesan
jika Anda tertarik dengan produk kami dan ingin mengetahui lebih detail,silakan tinggalkan pesan di sini,kami akan membalas Anda sesegera mungkin.


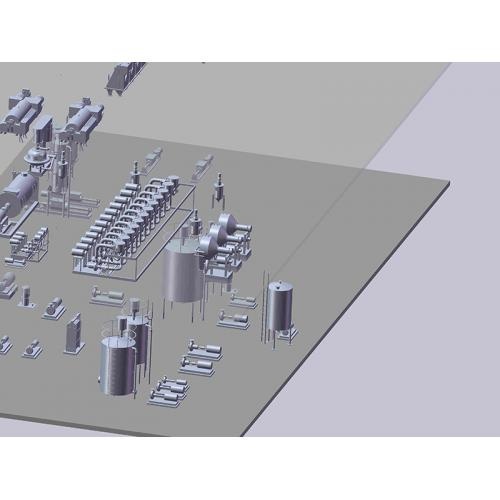
keunggulan produk
1. menggabungkan teknologi Eropa yang matang dan produksi dalam negeri dengan standar tinggi, menjadikan sistem kami dengan rasio kinerja-harga terbaik.
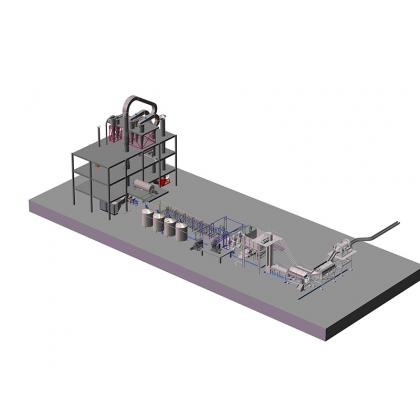
2. struktur tertutup penuh dan modular membuat tata letak kompak, menghasilkan pengurangan tajam waktu pemasangan.
3. sistem kontrol berjalan stabil mulai dari sepenuhnya otomatis hingga manual, memenuhi kebutuhan pelanggan akan berbagai sistem.
4. dengan memanfaatkan perangkat lunak desain 3D, gambar detail dapat disediakan untuk instalasi yang difasilitasi pelanggan.
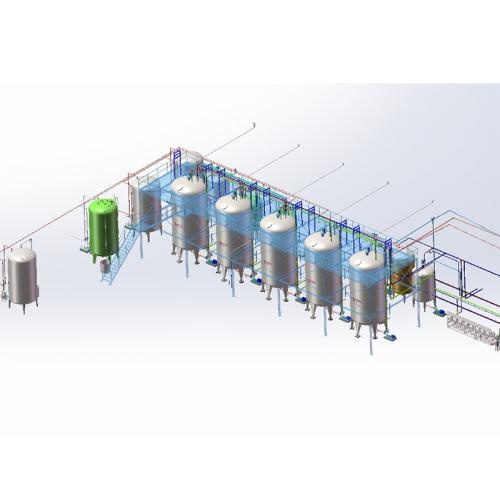
deskripsi teknis
1. mencuci
kentang mentah datang melalui konveyor sabuk ke batang de-soiler dari pabrik pencucian. kentang kemudian sampai ke cyclone-destoner, di mana aliran ke atas membuat kentang mengapung, sementara bagian yang berat seperti batu dan gumpalan tenggelam. Sebuah konveyor batu khusus menangkap bagian-bagian berat yang terpisah ini, mengangkatnya keluar dari air dan menjatuhkannya ke dalam wadah.
sebuah flume mengangkut produk dengan sirkulasi air di mesin cuci dengan dua kompartemen. pemisahan sirkulasi air cucian di kompartemen pertama, kentang dipisahkan dari sirkulasi air. kentang kemudian masuk ke kompartemen cuci, dimana drum tipe batang yang dibenamkan 10 sampai 15 cm ke dalam penangas air dengan komponen internal khusus menggerakkan dan menggosok kentang secara menyeluruh sehingga bahkan lempung mudah lepas.
10-15 kentang kemudian disemprot dengan air. teknologi ini tidak memerlukan air tambahan untuk tujuan pembersihan kentang, tetapi hanya menggunakan air proses. kentang yang sudah dicuci dipindahkan ke hopper untuk penyimpanan perantara.
2. pengolahan air limbah
air limbah dari cyclone de-stoner dan mesin cuci terkumpul di tangki untuk air limbah. Sebuah pompa khusus memindahkan air limbah ke dua tangki sedimentasi pasir (satu stand-by). luapan terkumpul di kanalisasi yang akan disediakan oleh pembeli.
3. gesekan
pengupas gesekan khusus untuk menghilangkan kulit kentang, barel dermabrasi kentang di nampan dengan kentang autobiografi memutar dan bergerak ke atas dan ke bawah hanya barel dermabrasi yang menghasilkan gerakan gesekan relatif, sehingga mencapai efek gesekan terkelupas.
akses batch pesawat ke material, semua gerakan dan waktu dikendalikan dan diatur oleh PIL, pengupas gesekan lini produksi kecil dan ultra-kecil lebih ekonomis dan nyaman.
4. PIL mengupas
muatan masuk ke dalam hopper. Sebuah konveyor sekrup berfungsi untuk mengambil kembali produk, meratakannya dan memasukkannya ke dalam alat pengupas kulit yang kering. di bagian depan alat pengupas kulit, gulungan permukaan yang menyeluruh dan sesuai dilepas kulit kentang yang lepas. Sebuah pompa mengeluarkan kulit yang lembek, yang digunakan sebagai pakan ternak berkualitas tinggi.
konveyor sekrup berfungsi untuk mengirimkan kentang melalui mesin, yang kecepatannya (dan akibatnya waktu retensi) bervariasi.
mesin cuci hilir mencuci residu kulit dan sel-sel kentang terlarut dari permukaan kentang.
dari mesin cuci, kentang yang sudah dikupas dan dicuci masuk ke conveyor belt inspeksi, di mana kentang disortir dengan tangan dan, jika perlu, dipangkas. kentang yang ditolak dimasukkan ke dalam wadah terpisah dan juga digunakan sebagai pakan ternak.
5. pra-memasak dan pendinginan
conveyor belt inspeksi mentransfer dan mengupas kentang yang sudah dikupas melalui distributor ke mesin pengiris. di sini kentang dipotong menjadi irisan untuk memungkinkan definisi perpindahan panas selama proses pra-memasak.
Ketebalan potongan bisa disesuaikan.
kemudian kentang dimasak terlebih dahulu dalam penangas air hangat. pemasak awal adalah jenis sekrup injeksi uap.
mengapa hal ini dilakukan: (1) menyediakan gelatinisasi pati yang lembut, tanpa merusak membran sel sebagai akibat dari volume yang besar. (2) mengubah zat pengikat antar sel sedemikian rupa sehingga sel-sel lebih terpisah mudah setelah dimasak.(3)mencegah perubahan warna enzimatik pada produk.
roda pengangkat memisahkan kentang dari air pra-masak dan memasukkannya melalui saluran ke dalam pendingin tipe sekrup, di mana kentang didinginkan dalam penangas air.
hasilnya adalah retro-gradasi pati yang tergelatinisasi pada tahap pra-pemasangan. Retro-gradasi pada gilirannya mengurangi kelarutan amilosa. bahkan jika dalam pemasakan hilir dan pemisahan sel-sel kentang olahan harus dihancurkan, sehingga melepaskan pati, pati yang mengalami retrogradasi hampir tidak dapat memberikan produk akhir tekstur yang lengket.
6. gerbong basah
konveyor sabuk khusus mengumpankan produk langsung dari pendingin ke hopper basah.
dalam operasi normal , hopper basah dapat menampung produk , terlindung dengan air yang mengandung sejumlah kecil SO2 terlarut . ketika ada pergantian dan penghentian , itu juga mengambil produk dari mesin hulu .
7. memasak SO2
produk dikeluarkan dari hopper basah melalui kunci air dan dipindahkan secara hidrolik. Layar bergetar memisahkan irisan kentang dari air pembawa, yang mengalir kembali melalui tangki ekualisasi ke dalam hopper. Keseimbangan disediakan di konveyor sabuk hilir mengukur laju aliran massa, yang diatur dengan memvariasikan kecepatan pengumpan produk.
melalui kunci terakhir, konveyor sabuk memasukkan produk ke dalam kompor jenis sekrup, di mana produk dimasak pada tekanan atmosfer dalam uap atau uap.
kompor yang digunakan adalah unit tipe sekrup, yang menyuntikkan uap tepat di atas bagian bawah mesin dan poros sekrup untuk memberikan suhu yang seragam pada produk dan akibatnya memasak menjadi homogen.
penghilangan kondensat yang efisien memastikan bahwa kadar air dari produk yang dimasak hanya meningkat sedikit.
waktu memasak optimum harus ditentukan secara empiris dan akan tercapai ketika zat penyemen sel telah dilemahkan sedemikian rupa sehingga sel-sel terpisah tanpa kerusakan besar pada membrannya.
8. menumbuk
dari kompor jenis sekrup, kentang yang dimasak langsung jatuh ke dalam konveyor sekrup penghancur, yang dengan lembut mendorongnya melalui templat berlubang untuk menumbuk. aditif ditambahkan dan dicampur dengan tumbuk dalam konveyor sekrup hilir, yang diumpankan ke pabrik pengeringan.
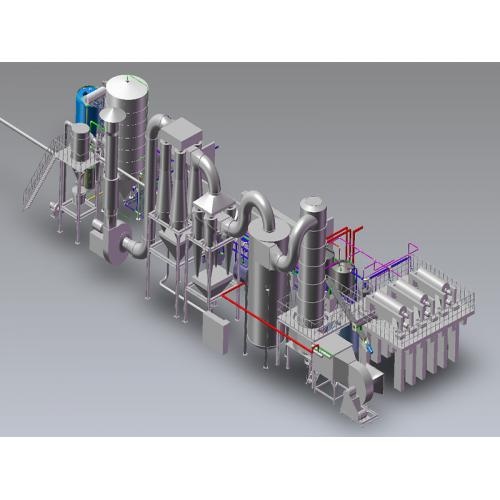
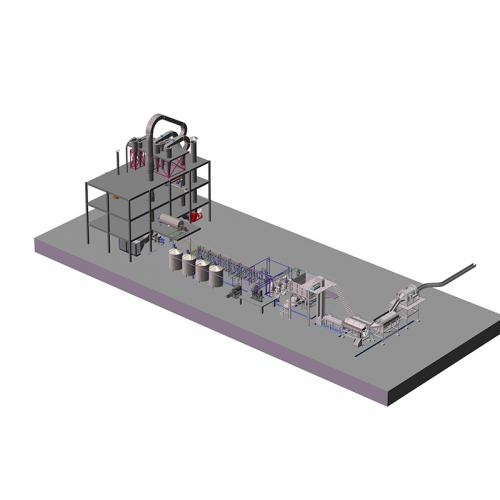
9. pengeringan
pengering drum tunggal digunakan untuk mengeringkan mash.
unit ini terdiri dari drum pengering berpemanas uap internal, enam gulungan aplikator yang dirawat permukaan tanpa pemanas dan bantalan yang diperlukan. Rantai umum menggerakkan semua gulungan aplikator. Konverter frekuensi memungkinkan kecepatan, dan akibatnya, waktu pengeringan divariasikan.
suhu pengeringan dijaga konstan secara tidak langsung dengan mengontrol tekanan di dalam drum. di zona kontak gulungan aplikator, sel-sel kentang dipindahkan ke drum pengering tempat mereka menempel membentuk lapisan, meningkat ketebalannya dari satu aplikator berguling ke depan. lapisan ini mengering sepenuhnya saat drum berputar dan akhirnya lepas dengan sendirinya atau dengan bantuan pengikis.
fakta bahwa lapisan bersentuhan erat dengan permukaan yang dipanaskan untuk seluruh proses menghasilkan waktu pengeringan yang sangat singkat, yang merupakan faktor utama yang mempengaruhi kualitas produk akhir yang dikeringkan.
selanjutnya, pengering drum tunggal bertindak sebagai pemisah. fragmen kentang yang tidak dimasak dan kotoran tidak dipindahkan ke drum, tetapi tetap berada di lapisan yang berputar pada gulungan aplikator. lapisan ini dipisahkan pada interval tertentu dan dipindahkan ke gulungan aplikator berikutnya.
pada gulungan aplikator paling bawah atau terakhir, bahannya kaya akan limbah yang tidak dapat diterima, yang dimasukkan oleh konveyor sekrup ke dalam wadah limbah.
kipas menghilangkan uap yang dihasilkan oleh pengering melalui tudung dan atap ke udara terbuka.
10. pra-breaking dan pengangkutan
lapisan yang terbentuk pada pengering drum terlepas seperti jaringan kertas, yang dikumpulkan oleh konveyor sekrup khusus, robekan dan diumpankan ke pre-breaker yang terpasang di ujungnya. unit ini secara kasar memecah lapisan produk kering menjadi sedemikian rupa sehingga cocok untuk pengangkutan pneumatik. desain injektor sedemikian rupa sehingga aliran udara tidak memasukkan bagian yang basah dan berat, tetapi membiarkannya jatuh ke dalam wadah limbah.
produk yang baik memasuki separator, mengeluarkan udara pengangkut dan kemudian diumpankan ke pemutus.
11. melanggar
pemecah unggun terfluidisasi dengan lembut memecah material ke ukuran serpihan yang diperlukan, dengan persentase butiran halus yang sangat rendah dan pati bebas. di bawah pemutus ada dua tangki pengumpul, yang dipilih secara bergantian. tangki ini menerima produksi 3 hingga 4 jam, memungkinkan sampel produk diperiksa selama waktu itu.
12. alat angkut pneumatik
produk jadi diumpankan dari pemutus ke silo.
13. silo
ukuran silo produk jadi sedemikian rupa sehingga dapat menampung jumlah yang dihasilkan selama setidaknya 20 jam. volume yang berguna kira-kira . 2 x 20m.
14. mengantongi
di mana produk dikonsumsi, atau diproses lebih lanjut, dalam waktu 6 minggu dari produksi sebagai maksimum, inersia dapat ditiadakan, jika kantong kertas kraft multipel berlapis pe digunakan untuk pengepakan.
berat kemasan normal adalah 12,5 atau 25 kilo tas.
12.525/bagging, penutupan tas dan pembuatan palet adalah proses manual.
15. proses aditif
produksi serpihan membutuhkan monogliserida untuk ditambahkan ke proses dalam bentuk emulsi, memodifikasi pati dari produk untuk memberikan tumbukan tekstur halus yang tidak lengket.
16. sistem SO2
untuk melindungi permukaan kentang mentah dan irisan kentang selama proses persiapan, air yang mengandung sejumlah kecil sulfur dioksida bebas harus digunakan untuk mencegah pencoklatan enzimatis dan reaksi maillard serta untuk menghambat perkecambahan.
konsentrasinya tunduk pada persentase yang diizinkan secara resmi dalam produk akhir.
penambahan yang tepat ke dalam proses ada di hopper basah .
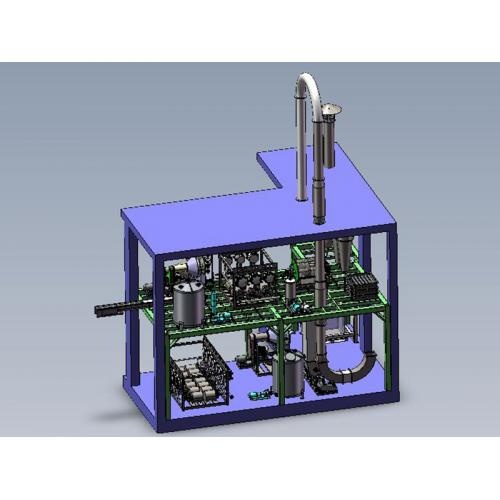
17. listrik
untuk kontrol pembangkit, sistem kontrol pusat ditampung di ruang listrik yang terpisah.
peralatan kontrol terdiri dari sistem PC lengkap. tampilan grafik khusus menyediakan operator dengan semua informasi yang diperlukan tentang kondisi pabrik. operasi keyboard dan/atau mouse interaktif mengakui atau memodifikasi parameter operasi dan memodifikasi, monitor dan mengontrol status operasi.
Keunggulan Produk 1. Menggabungkan teknologi Eropa yang matang dan produksi dalam negeri dengan standar tinggi, menjadikan sistem kami dengan rasio kinerja-harga terbaik. 2. Struktur tertutup sepenuhnya dan modular membuat tata letak yang ringkas, menghasilkan pengurangan waktu pemasangan yang tajam. 3. Sistem kontrol yang berjalan stabil mulai dari sepenuhnya otomatis hingga manual, memenuhi kebutuhan pelanggan untuk berbagai sistem. 4. Dengan memanfaatkan perangkat lunak desain 3D, gambar detail dapat disediakan untuk instalasi yang difasilitasi pelanggan.
Keunggulan Produk 1. Menggabungkan teknologi Eropa yang matang dan produksi dalam negeri dengan standar tinggi, menjadikan sistem kami dengan rasio kinerja-harga terbaik. 2. Struktur tertutup sepenuhnya dan modular membuat tata letak yang ringkas, menghasilkan pengurangan waktu pemasangan yang tajam. 3. Sistem kontrol yang berjalan stabil mulai dari sepenuhnya otomatis hingga manual, memenuhi kebutuhan pelanggan untuk berbagai sistem. 4. Dengan memanfaatkan perangkat lunak desain 3D, gambar detail dapat disediakan untuk instalasi yang difasilitasi pelanggan.
keunggulan produk 1.menggabungkan teknologi Eropa yang matang dan produksi domestik dalam standar tinggi, menjadikan sistem kami dengan rasio kinerja-harga terbaik. 2.struktur tertutup penuh dan modular membuat tata letak kompak, menghasilkan pengurangan waktu pemasangan yang tajam. 3. sistem kontrol yang berjalan stabil mulai dari yang sepenuhnya otomatis hingga manual, yang memenuhi kebutuhan pelanggan akan berbagai sistem. 4.dengan memanfaatkan perangkat lunak desain 3D, gambar detail dapat disediakan untuk instalasi yang difasilitasi pelanggan.

Sistem kontrol otomatis dikembangkan berdasarkan peralatan kami oleh SGT secara mandiri. Dengan mengumpulkan parameter pemrosesan dan menampilkan status kerja, sistem memungkinkan peralatan pemrosesan pati bekerja secara efisien di bawah kondisi pemrosesan yang optimal. Latihan lama telah membuktikan efisiensi sistem yang tinggi.
Untuk waktu yang lama, Tidecom telah menyediakan solusi inovatif untuk industri tepung terigu dari satu mesin hingga proses yang lengkap. Pemahaman penuh tentang tantangan utama yang dihadapi industri tepung terigu saat ini. Oleh karena itu, banyak solusi teknis telah dikembangkan untuk desain, konstruksi, dan optimalisasi satu set lengkap peralatan serbaguna untuk pemulihan dan ekstraksi produk sampingan seperti tepung gandum, gluten, pakan ternak, dan bahkan bioetanol.

Drum Soil Remover banyak digunakan dalam pra-pembersihan bahan baku dalam produksi pati umbi. Secara efektif dapat menghilangkan tanah, pasir, batu kecil, gulma dan kotoran lainnya yang menempel pada kentang, ubi jalar, singkong, kentang dan bahan lainnya.

Penghilang Tanah Kering banyak digunakan dalam bahan baku pra-pembersihan dalam produksi pati umbi. Secara efektif dapat menghilangkan tanah, pasir, batu kecil, gulma dan kotoran lainnya yang menempel pada kentang, ubi jalar, singkong, kentang dan bahan lainnya.
dalam proses pengirisan bahan baku untuk produksi tepung kentang, sel-sel pada permukaan irisan pecah oleh gaya geser mekanis pisau, menyebabkan butiran pati di dalam sel terlepas dan keluar bersama-sama dalam pemotongan air . di satu sisi , air limbah yang mengandung pati akan menyebabkan masalah perlindungan lingkungan berikutnya , dan di sisi lain , juga akan menyebabkan masalah pemborosan sumber daya . tidecom dapat mendaur ulang pati dalam air pemotongan dari produksi tepung kentangnya.

Surel : info@sgt-cn.com.cn
Skype : SGTHF003

NO. 3208-3213,TOWER C,LINBINYUAN,BINHU CBD,BINHU DISTRICT HEFEI,ANHUI PROVINCE,P.R.CHINA

Telp : +86-551-62526154
Whatsapp : +8618326052026
 Jaringan IPv6 didukung
Jaringan IPv6 didukung
 layanan online
layanan onlinepindai ke wechat :








 English
English français
français русский
русский español
español português
português ไทย
ไทย Tiếng Việt
Tiếng Việt